Solid carbide endmills are the most commonly used tools in almost every machine shop. Process engineers are always concerned with productivity gains by reducing the tooling cost, machining time and bring down the cost per part to increase the margins. The selection of the machining conditions either rely on the experience of the operator or the recommendations from the tool manufacturer. In spite of all efforts, hitting the sweet spot or getting the part first-time-right is still challenging. Though complete mastery of the dynamics of milling process is difficult, some insights on tool geometry would definitely help.
Let's talk about some geometric features of an endmill. The three main geometric parameters are the helix angle, number of flutes and the pitch.
Helix angle
The helix angle of an end mill refers to the angle formed between the centreline of the tool and the cutting edge. This helix on the cutter provides a gradually increasing chip load along the helical flutes of the end mill. It means that the forces increase gradually from the time when the bottom point of the cutting edge enters the cutting material. The cutting force on an end mill has a radial and an axial component. The radial component tends to bend the end mill and results in vibrations, while the axial component presses the end mill against the holder. Based on the helix angle, the distribution of forces along the edges could vary.

Low helix angle contributes to higher radial forces and hence are susceptible to tool bending and vibrations. However, these cutters allow large chip loads and a high material removal rate. This makes them ideal for roughing operations.
Higher helix angle contributes to lower radial forces during cutting and is susceptible to less bending and vibrations. This gives excellent surface finish and are ideal for finishing operations.
Number of flutes
The number of flutes or the spiral cutting edges is the next important parameter to consider. They influence the chip flowability as well as the core strength of the tool. Lower flute count allows a large room for big chips to flow and is used for cutting lighter materials like plastics or aluminium. On the other hand, higher flute count on the tool has poor chip room, but allows the core diameter of the tool to be larger. This increases the strength of the tool and hence can be used for harder materials like titanium where only light radial depths are possible.

Pitch
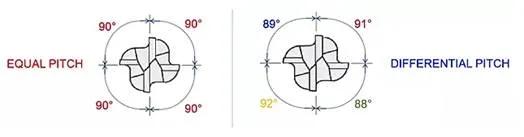
Pitch is the distance (angle) between the cutting edge in an end mill and is typically shown in degrees. In a tool with equal pitch the angles between the teeth are the same, while in a differential pith these angles are not. The pitch determines how the teeth engages with the work piece and the impact it creates at every contact. In an equally pitched tool, the tool pass frequency remains the same throughout the cut. This periodicity of contact between tool and workpiece can cause an increase in amplitude of the impact in case of resonance and produce unwanted vibrations. In a deferential pitch cutters, the difference in spacing between the teeth breaks the periodicity and hence reduces undesired vibrations. Apart from reducing the vibrations which gives superior surface finish on the machined part, the differential design also increases the stability and extends tool life. This also extends the life of the machine tool components, such as the spindles and their bearings.
Understanding these features on the end mill helps in making the right choice for a given application. Getting the part first time right, improving the process and reducing costs in machining require careful consideration of these features of the tool.



