
Het gebruik van (real-time) data productieprocessen aan- en bijsturen - in verspaning spreekt men van 'adaptief bewerken' - is de toekomst van productie. Dit wordt mogelijk door de toegenomen beschikbaarheid aan sensoren. Alles staat of valt echter met het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke modellen vormen de sleutel tot een succesvolle digitalisering. In een nieuwe reeks blogposts brengen we enkele basismodellen onder de aandacht. In dit eerste deel behandelen we de standtijdsrechte, een model om de juiste snijsnelheid te kiezen.
Iedereen spreekt over 'Industrie 4.0' of het vergaande gebruik van (real-time) data om productieprocessen aan- en bij te sturen als de toekomst van productie. Binnen de verspaning wordt al jaren gesproken over ‘adaptief bewerken’, wat door de toegenomen beschikbaarheid aan sensoren binnen handbereik ligt. Alles staat of valt echter met het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model, waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke verspaningsmodellen zijn beschikbaar en worden nog steeds aangevuld met nieuwe wetenschappelijke inzichten. In de industrie zijn ze echter voor een stuk in onbruik geraakt. Vermits ze de sleutel vormen tot een succesvolle digitalisering, zullen we in deze artikelenreeks enkele basismodellen terug onder de aandacht brengen. In dit artikel: de standtijdsrechte, een model om de juiste snijsnelheid te kiezen.
Formule van Taylor
In 1907 beschreef Amerikaans werktuigbouwkundige F.W. Taylor de relatie tussen snijsnelheid en standtijd of levensduur van het gereedschap. De 'formule van Taylor' beschrijft wat empirisch werd waargenomen: een hogere snijsnelheid leidt tot een lagere standtijd. Hoewel de formule niet alle mogelijke invloedsfactoren in rekening brengt, blijkt het wel een goede benadering en uitstekend vertrekpunt om het verspaningsproces beter te begrijpen en te optimaliseren.
De formule bestaat uit vier delen: de snijsnelheid (V of vc) uitgedrukt in m/min, de standtijd (T) of levensduur van het gereedschap in minuten en de constanten C en m die experimenteel bepaald worden. Tijdens deze experimenten of levensduurtesten worden alle andere procesparameters, waaronder onder meer werkstukmateriaal, het gereedschap maar ook de voeding en de snedediepte, constant gehouden.
Standtijdsrechte
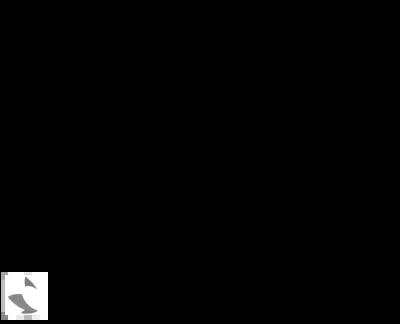
Wanneer de resultaten van de levensduurtesten worden uitgezet op een dubbel logaritmische schaal (zie figuren) liggen ze op één lijn, de zogenaamde standtijdsrechte. De helling van deze rechte is een maat voor de invloed van de snijsnelheid op het gereedschap. Bij een steile helling zal een kleine toe- of afname van de snijsnelheid een grote impact hebben op de standtijd van het gereedschap. Met andere woorden, het gereedschap is gevoelig voor veranderingen in snijsnelheid.
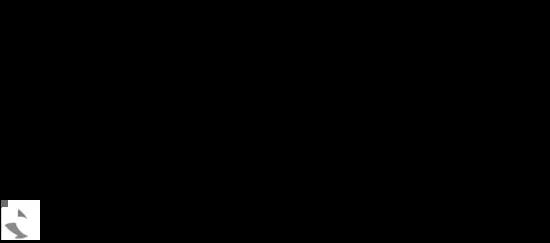
De standtijdsrechte laat bijgevolg toe om de standtijd of levensduur van het gereedschap te voorspellen voor verschillende snijsnelheden. Deze informatie kan gebruikt worden binnen economische modellen om het verspaningsproces naar kost of tijd te optimaliseren.
Online platform
Op het online platform 'modelgebaseerdbewerken.be' kan u verschillende modellen raadplegen en inzetten voor het optimaliseren van uw verspaningsprocessen. Toegang tot het platform is kosteloos, maar u dient zich wel te registreren..
Meer info? Neem contact met ons op!
Het online platform kadert binnen het COOCK-project 'Modelgebaseerd bewerken' dat werd opgestart met de steun van VLAIO.



