Productieplanning en -aansturing is voor veel productiebedrijven een zware taak. Plannings- en controleproblemen uiten zich in een lage leverbetrouwbaarheid, lange doorlooptijden en veel chaos op de werkvloer. Als je met deze problemen geconfronteerd wordt, dan zal je waarschijnlijk meerdere acties moeten ondernemen om de hectiek te verdrijven. Dit artikel gaat dieper in op het verbeteren van de productieaansturing op de werkvloer.
Inzicht in planning en aansturing
Allereerst is het belangrijk om te begrijpen dat productieplanning en -aansturing twee verschillende activiteiten zijn. De productieplanning zorgt voor de lange-termijnbeslissingen (bijv. het bepalen van start- en einddata, het bepalen van de lotgrootte, het bestellen van materialen, ...) en vindt plaats voordat de bestellingen op de werkvloer worden vrijgegeven. De planning wordt typisch uitgevoerd door een planner die ondersteund wordt door een planningssysteem (bijv. ERP/MRP).
De productieaansturing (soms ook wel 'executie' of 'controle' genoemd) richt zich op korte-termijnbeslissingen met betrekking tot de vrijgegeven orders en is vooral gericht op het oplossen van verstoringen op de werkvloer (het omgaan met ontbrekende materialen, ...). De productieaansturing wordt typisch uitgevoerd door de supervisor, ondersteund door de planner.
Het is belangrijk om een duidelijk onderscheid te maken tussen planning en aansturing. Laten we eens kijken naar een voorbeeld: stel dat je een vakantie plant, dan is het zinvol om vooraf je vliegtuig en hotel te boeken. Dit is het planningsgedeelte. Het heeft echter geen zin om vooraf een treinticket te boeken van de luchthaven naar je eindbestemming. Als je vliegtuig vertraging heeft, kan dit betekenen dat je je vooraf geboekte trein mist. Het is dus beter om een treinticket te kopen als je eenmaal op de luchthaven bent aangekomen. Dit is het aansturingsgedeelte. Door beslissingen zo lang mogelijk uit te stellen, kan je dus betere beslissingen nemen.
Wat je niet mag verwachten van je planning, zijn dagelijkse activiteitenlijsten per werkcenter. Dergelijke lijsten zijn vaak verouderd tegen de tijd dat de planner de lijsten over de werkcentra heeft uitgedeeld. Beslissingen over de volgende werkorder zijn geen planningsbeslissingen, maar aansturingsbeslissingen. Het nemen van goede beslissingen op het gebied van productieaansturing is een taak die de medewerkers op de werkvloer gemakkelijk kan overrompelen. Dergelijke beslissingen kunnen het best worden ondersteund door een geschikt productieaansturingsysteem.
POLCA
POLCA staat voor 'Paired-cell Overlap Loops of Cards met autorisatie'. POLCA is een productieaansturingssysteem voor high-mix-low-volume-omgevingen en bedrijven met op maat gemaakte producten, met als doel de doorlooptijden op de werkvloer voorspelbaar en kort te houden. POLCA regelt, mits goed opgezet, de werkvloer in deze moeilijke omgevingen bijzonder goed. Een POLCA-systeem heeft overeenkomsten met een kanbansysteem. Een kanbansysteem is echter meer geschikt voor omgevingen met repetitieve producten.
Om te begrijpen hoe POLCA werkt, moeten we eerst een onderscheid maken tussen twee soorten productiebesturingssystemen: push- en pull-systemen.
Een 'push-systeem' geeft een werkopdracht vrij naar de werkvloer op basis van de geplande startdatum. Deze geplande startdatum wordt meestal berekend door het planningsysteem op basis van een of andere vorm van backscheduling.
Een 'pull-systeem' daarentegen geeft werkorders vrij op basis van de status van het productiesysteem. Als bijvoorbeeld het volgende werkstation uitvalt of al overspoeld is met werk, dan is het vaak beter om te wachten met het starten van een nieuwe opdracht om onnodig lange wachtrijen op het volgende werkstation te voorkomen. Hierdoor kan het systeem ook orders prioriteren waarvoor op een volgende werkplek capaciteit beschikbaar is. Zo kunnen de middelen beter worden benut en kan de doorstroming door het systeem worden verbeterd.
Het POLCA-besturingssysteem geeft een productieorder vrij op een werkstation op basis van een combinatie van een push- en een pull-signaal:
- Push-signaal: de planning autoriseert het vrijgeven van een productieorder op een werkstation zodra een bepaald bepaald tijdstip (de autorisatiedatum) is verstreken. Dit voorkomt dat orders te vroeg worden gestart.
- Pull-signaal: POLCA regelt dit door middel van een ingenieus kaartsysteem met overlappende lussen. Twee opeenvolgende werkstations in een routing vormen samen een lus (ellipsen in figuur 1). In elke lus circuleren een beperkt aantal 'POLCA'-kaarten. Een POLCA-kaart is in principe een capaciteitssignaal dat aangeeft dat er verwerkingscapaciteit beschikbaar is. Een werkopdracht mag alleen een lus betreden indien er een vrije kaart in de lus aanwezig is. Zodra een opdracht in een lus komt, wordt er een kaart aan de opdracht gekoppeld. Zodra een order een lus verlaat, wordt de kaart teruggestuurd naar het eerste station van de lus en opgeslagen op een Polcabord. De kaart is dan beschikbaar voor het volgende order. Het laatste station kan altijd starten en heeft geen kaart nodig. Bij de tussenliggende stations (zoals D in figuur 1) worden twee kaarten aan de bestelling gehecht: een A/D-kaart en een D/H-kaart. Bij het eerste en het laatste station wordt slechts één kaart vastgemaakt.
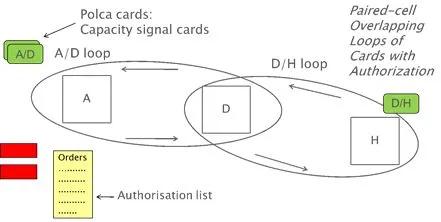
Figuur 1: Twee overlappende POLCA-lussen met POLCA-kaarten
Het Nederlandse bedrijf Bosch Scharnieren was het eerste bedrijf in Europa dat POLCA heeft geïmplementeerd. Figuur 2 en 3 tonen de POLCA-kaarten van Bosch Scharnieren die aan een bestelling zijn gekoppeld, en het POLCA-bord met de POLCA-kaarten.
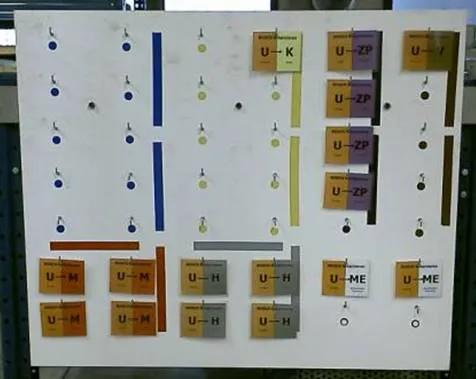
Figuur 2: POLCA-bord bij Bosch Scharnieren

Figuur 3: POLCA-kaarten op de werkvloer
Het visuele karakter van het POLCA-bord maakt het gemakkelijk om stroomafwaarts knelpunten te ontdekken (geen kaarten beschikbaar op het POLCA-bord). Wanneer er geen kaarten beschikbaar zijn, moeten de operatoren werken aan bestellingen die naar andere stations gaan. Als er helemaal geen kaarten beschikbaar zijn, dan zijn er verschillende opties. De eerste optie is om de operatoren naar de stations te sturen die het knelpunt vormen. Door hun collega's te helpen, kunnen knelpunten worden opgelost en kan de vlotte doorstroming worden hersteld. Voor deze tactiek is voldoende crosstraining nodig. Andere opties zijn het gebruik van de tijd voor opleiding, onderhoudswerk, verbeterwerk, administratief werk, teamvergaderingen, voorraadtelling, ...
Het opstarten van nieuwe bestellingen zonder kaarten is geen optie, omdat dit de situatie snel doet verslechteren en weer tot de oude problemen zou leiden. POLCA moet niet worden gezien als een systeem dat mensen beperkt, maar als een systeem dat ervoor zorgt dat mensen werken aan de juiste orders die echt nodig zijn of die ze anders relevante dingen laat doen, zoals verbeterwerk. Werken aan orders die niet echt nodig zijn, zal de productiviteit niet verbeteren, maar alleen leiden tot meer verspilling op de werkvloer.
Voordelen
POLCA is slechts één voorbeeld van een op kaarten gebaseerd productiecontrolesysteem. Het klassieke kanbansysteem werkt met productspecifieke kaarten, wat betekent dat het aantal kaarten (en dus het onderhanden werk) gedurende het hele productieproces drastisch toeneemt wanneer je een grote productvariëteit hebt. Deze voorraadexplosie wordt voorkomen door de POLCA-methode. Bij POLCA wordt het aantal kaartsoorten bepaald door het aantal lussen. Dit maakt het mogelijk om in complexe omgevingen met een grote productvariëteit een pull-systeem te introduceren.
Een POLCA-systeem beperkt de Work In Process (WIP) op de werkvloer door de kaarten te beperken. Het beperken van de WIP helpt om de chaos op de werkvloer te verminderen. Minder WIP betekent minder voorraad op de werkvloer, minder zoeken naar materialen, meer ruimte ,... Minder WIP op de werkvloer vermindert ook de doorlooptijd op de werkvloer, waardoor je later kan starten en toch op tijd leveren. Dit verhoogt je flexibiliteit om te reageren op laattijdige productwijzigingen en geeft je leveranciers meer tijd om hun componenten op tijd te leveren. Het verder verkorten van de doorlooptijd op de werkvloer wordt met POLCA een makkelijke opgave, want je hoeft alleen maar een paar POLCA-kaarten te verwijderen!
Bedrijven die POLCA hebben geïmplementeerd, melden verder een betere leverbetrouwbaarheid (mensen werken aan de juiste zaken), een beter gebruik van de productiecapaciteit en lagere indirecte kosten, omdat de planning en aansturing eenvoudiger worden.
Digitale POLCA
Tegenwoordig bestaan er verschillende digitale POLCA-systemen die het gebruik van fysieke kaarten overbodig maken. Hierdoor hoeven de kaarten niet te worden geretourneerd en kunnen ze niet verloren gaan. Commerciële digitale POLCA-systemen worden momenteel verkocht door: PROPOS Software (een spin-out van Bosch Scharnieren), axxelia met hun Timeaxx systeem), 3rdWave en Scalefactory. Hieronder vind u twee voorbeelden van digitale POLCA-systemen.

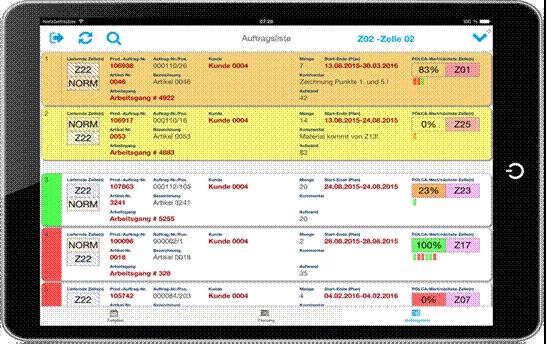
Figuur 4: Voorbeeld van een digitaal POLCA-scherm. Aan de rechterkant ziet u twee detailbeelden van het scherm. Rechtsboven: de beschikbare POLCA-kaarten, rechtsonder: twee orders zijn door het POLCA-systeem geblokkeerd, aangegeven door het rode stoplicht.
(Bron: PROPOS Software)
Figuur 5: Voorbeeld van het digitaal POLCA-scherm van Timeaxx. De beschikbaarheid van kaarten wordt weergegeven via een percentage aan de rechterkant van het scherm.
(Bron: axxelia)
Succesfactoren
Verschillende succesfactoren beïnvloeden het succes van een POLCA-implementatie:
1. Duidelijkheid van de regels en follow-up
POLCA vereist discipline en striktheid:
- De regels moeten correct worden gecommuniceerd en zichtbaar worden gemaakt.
- De operatoren moeten goed opgeleid zijn.
- De operatoren moeten betrokken worden bij de uitvoering.
- Het toezicht moet tamelijk stringent zijn als het gaat om de naleving van de regels. Als dit niet het geval is, gaan de POLCA-kaarten verloren, worden ze niet op tijd teruggestuurd naar het vorige station of worden ze te vroeg teruggestuurd.
2. Koppeling met de planning
POLCA zal niet werken als de planning niet goed wordt uitgevoerd. De POLCA-methode kan, ongeacht de striktheid waarmee deze wordt toegepast, niet werken als de capaciteit niet wordt aangepast aan de vraag. Hierop moet op het planningsniveau worden geanticipeerd.
Ter herinnering: het POLCA-systeem vergemakkelijkt de materiaalstroom en maakt het mogelijk de beschikbare capaciteit beter te benutten. Als de beschikbare capaciteit echter onder het vereiste niveau ligt, blijven de mogelijkheden voor een vlottere doorstroming beperkt en zal het POLCA-systeem dit probleem niet oplossen.
3. Coherente doelstellingen en prestatie-indicatoren
Dit is ongetwijfeld het moeilijkste aspect: het onderliggende pull-principe verandert de manier waarop naar de productieprestaties wordt gekeken radicaal. Het doel is niet langer om de machines bezig te houden, maar om een vlotte doorstroming te creëren die de wachttijd van de orders tot een minimum beperkt. Als teams uitsluitend worden beoordeeld op basis van de bezettingsgraad van hun machines, dan zal het moeilijk zijn om de POLCA-regels te respecteren.
]]>


 | Productieplanning | Sirris")
