
Pour les entreprises manufacturières, l'optimisation des activités logistiques au niveau de la production est un facteur important pour garantir leur compétitivité. La logistique de la production comprend toutefois divers aspects secondaires. Dans ce blog, nous nous concentrons sur l'approvisionnement dans la production.
L'approvisionnement dans la production : le bon matériel au bon endroit et au bon moment
Au cours de l'enquête, plus de 50% des répondants ont indiqué que les opérateurs de production perdaient un temps précieux à attendre des pièces ou à rechercher des composants. Outre une baisse de productivité, cela provoque également (et surtout !) une frustration chez les opérateurs. Ceux-ci ne peuvent pas se concentrer sur leur activité principale, à savoir la production. Il existe différentes stratégies d'approvisionnement de la production : les « material replenishment strategies ».
Chacune de ces stratégies possède un scénario idéal (p. ex. de grandes séries avec peu de variations ou des environnements fortement diversifiés et à faible volume (high-mix-low-volume) et divers avantages et inconvénients. Dans les paragraphes suivants, nous allons aborder plus en détail quelques-unes des plus courantes parmi ces stratégies. Il faut souligner qu'en réalité, des éléments de différentes stratégies sont souvent combinés. Après tout, aucun environnement de production n’est identique aux autres et chacun exige donc une approche spécifique. C'est pourtant là que réside la force de ces stratégies : leurs éléments peuvent être combinés, à condition de faire preuve d'une certaine créativité.
Kanban
Kanban est l'une des stratégies les plus connues pour l'approvisionnement en matériel dans la production. L’enquête a permis de constater que près de 25% des répondants appliquaient déjà la méthode kanban. Le principe de kanban est très simple : dès que du matériel est nécessaire, un signal visuel est donné pour produire des composants supplémentaires (kanban de production) ou les livrer (kanban de transport ou de réapprovisionnement). Kanban fait partie d'un système « PULL ». Cette méthode garantit que les pièces ne sont produites (ou fournies) que lorsqu'elles sont réellement nécessaires. Un système kanban fonctionne avec des fiches kanban. Ces fiches contiennent toutes les informations nécessaires pour produire ou fournir des pièces :
- Numéro (ou code) de la pièce
- Nom de la pièce
- Quantité et unité
- Photo (facultative)
- Type de kanban : production ou transport (pour éviter les erreurs)
- Emballage (si des exigences spécifiques ont été définies pour l'emballage)
- Source et destination
- Numéro d'index et nombre total de kanbans pour cette pièce (les kanbans manquants peuvent ainsi être aisément identifiés)
Lors de la conception des fiches kanban, il importe de vérifier qu’elles sont clairement lisibles et ne fournissent que les informations nécessaires.
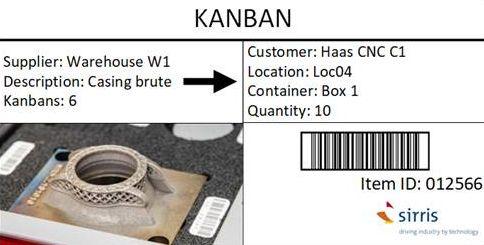
Exemple de fiches kanban
Dans la plupart des cas, un système kanban est constitué d'un mélange de kanbans de production et de kanbans de transport. Lorsqu'une pièce précise est nécessaire à un poste de travail, la fiche kanban correspondante part pour la cellule de production (production de pièces) ou l'entrepôt. La mise en place d'un système kanban exige une réflexion sur le nombre de fiches, la quantité de travail ou de produits par fiche, le processus de collecte et de remise en place des fiches, etc. Heureusement, la littérature fournit bien assez d'informations pour déployer progressivement un système kanban. Facteurs importants : un contrôle et un ajustement continus ! (Pour tout savoir sur la mise en œuvre du principe kanban, consultez par exemple le blog suivant (en anglais).
L'une des formes les plus courantes de kanban est le système à deux bacs (two-bin). Un premier bac (ou support) contient le stock de travail et le second le stock de réserve. Dès que le premier bac est vide, la fiche kanban en est retirée et utilisée comme signal pour le réapprovisionnement (ou le bac vide lui-même est le signal de réapprovisionnement). Le deuxième bac glisse alors vers l'avant et est utilisé comme stock de travail. Pendant ce temps, le stock de réserve est reconstitué pour rééquilibrer le système.

Exemple d'une étagère kanban à deux bacs
Milk runs
Les milk runs (tournées de laitier) sont une méthode alternative pour la livraison de matériel dans la production. Comme leur nom l'indique, les milk runs s'inspirent des tournées qui étaient auparavant effectuées pour la livraison de lait à domicile. Pendant leur tournée, les laitiers remplaçaient les bouteilles vides par des bouteilles pleines de lait. Le nombre de bouteilles vides déposées par le client sur le pas de sa porte indiquait au laitier quelle quantité il devait réapprovisionner (le même nombre).
Le milk run logistique est similaire : il s'agit d'une méthode de livraison de matériel d'un entrepôt central aux postes de travail (ou cellules ou lignes) dans la production. Les milk runs sont principalement utilisés dans des environnements où l’on produit de grandes séries (avec une variété limitée de composants ou de pièces) :
- Un milk run suit un itinéraire fixe avec plusieurs arrêts (et se termine en revenant au point de départ).
- Un nombre fixe d'arrêts est défini sur la tournée. À ces arrêts, un support vide (boîte, bac, etc.) est remplacé par un support plein. Il existe des variantes dans lesquelles le réapprovisionnement a lieu lors de la tournée suivante. Le support vide est repris et, lors de la visite suivante, une boîte pleine contenant le même matériel est déposée. Le nombre d'arrêts et le nombre de composants à livrer peuvent être calculés assez facilement. Des composants identiques peuvent par exemple être réapprovisionnés à plusieurs arrêts selon des quantités différentes en fonction de la consommation. L’emploi d’étiquettes claires (comme dans le principe kanban) réduit considérablement le risque d'erreurs.
- Du matériel peut occasionnellement être emporté « à la demande », mais il vaut mieux l'éviter afin d’exclure tout risque d’écarts ou d’erreurs.

Train milk-run pour l'approvisionnement en matériel
(Source : www.valuechain.be)
Les principaux avantages des milk runs :
- Les milk runs permettent de mieux structurer le travail aléatoire (livraison à la demande) selon un modèle fixe. Grâce à une bonne planification du milk run, le temps de travail de l'opérateur logistique est utilisé de manière optimale (tournée répétée qui peut être facilement planifiée).
- Le milk run fait partie d'un système PULL. En d’autres termes, le matériel n'est réapprovisionné que lorsqu'il est consommé et que les stocks peuvent donc être réduits. Ceci entraîne à son tour une diminution de l'espace requis aux postes de travail.
Les milk runs ont une limitation majeure : elles ne conviennent qu'aux grandes séries dans lesquelles une variété limitée de composants est assemblée. Si le processus de production nécessite un travail sur mesure considérable, il est fort probable que les milk runs ne conviennent pas. Le kitting (préassemblage, voir ci-dessous) est mieux adapté dans ce cas. Les kits peuvent éventuellement être livrés à l’aide d’un milk run.
Kitting
Le kitting est une stratégie qui s’emploie principalement dans un contexte d'assemblage. Dans le cadre du kitting, les pièces et composants (éventuellement même des ensembles préassemblées) sont collectés et livrés à la cellule d'assemblage sous forme de « kit ».
Principales raisons du préassemblage de pièces :
- Temps de recherche réduit (ce qui allège la tâche des opérateurs) : les opérateurs n'ont pas à réfléchir à quelles pièces ils doivent assembler au juste, car elles sont regroupées par produit et fournies ensemble. Le temps de recherche et la charge cognitive des opérateurs sont réduits, ce qui leur permet de mieux se concentrer sur le processus d'assemblage lui-même.
- Moins d'erreurs : le kitting évite que des pièces soient oubliées lors de l'assemblage. Un kit incite l'opérateur à assembler toutes les pièces fournies. Un détrompeur (poka-yoke) comportant des découpes pour chaque pièce (comme sur la photo) peut aussi éviter que le préassembleur n’oublie de livrer des pièces.
- Amélioration de l'organisation de l'atelier : le recours au kitting réduit le nombre de pièces qui doivent être disponibles pour les opérateurs sur le lieu de travail. Ceci permet non seulement d'améliorer l'organisation de l'entrepôt, mais aussi d'influer positivement sur la sécurité au niveau de la production. En effet, la réduction du nombre de pièces et de matériel sur le lieu de travail libère de l'espace et réduit le risque d'accident.
- Gain de place : le plus grand avantage avancé par de nombreux utilisateurs du kitting est le gain de place au niveau de la cellule ou de la ligne d'assemblage. Il n'est pas nécessaire de prévoir différentes zones d'entreposage et de stockage aux postes de travail, car tout ce dont ils ont besoin est livré ensemble au bon moment. C'est un avantage évident, surtout dans un environnement fortement diversifié et à faible volume.

Kitting de pièces pour l’assemblage
(Sources : Sirris)
Bien entendu, plusieurs points importants doivent être pris en considération dans le contexte du kitting :
- l’établissement du kit nécessite des recherches et une planification pour, entre autres, concevoir le contenant du kit, déterminer les éventuels sous-ensembles, fixer la livraison (comment et quand), etc.
- une zone de kitting spécifique devra être prévue (p. . dans l'entrepôt ou près de la cellule d’assemblage) où les kits seront préparés.
- le kitting proprement dit n’est pas exempt d’erreurs potentielles. Il importe de garantir que les opérateurs de kitting ne soient pas chargés d’autres tâches et qu'ils puissent se concentrer sur la constitution des kits. En outre, des solutions technologiques telles que le pick-to-light, le picking à l’aide de lunettes intelligentes, etc. peuvent être utilisées pour réduire le risque d'erreurs.
Just-in-sequence
Le principe juste en séquence (just-in-sequence) s’utilise principalement dans un environnement de flux. Le principe est assez simple : les pièces et les composants sont livrés en production dans l'ordre où ils sont nécessaires. En théorie, l'opérateur n'a pas à choisir entre différentes pièces ; il lui suffit de prendre la pièce suivante dans la file d'attente. L'assemblage de véhicules est un exemple bien connu de ce principe. De nos jours, chaque véhicule est différent. Lors de l'assemblage du capot, des portes, etc., on emploie souvent l’approvisionnement just-in-sequence, afin que les bonnes pièces soient assemblées.
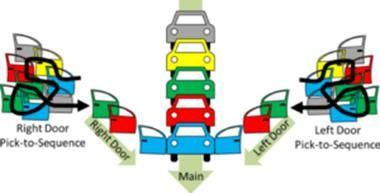
Just-in-sequence pour l’assemblage de portes de voiture
(Source : www.pyramidsolutions.com)
Le plus grand avantage du principe just-in-sequence est une réduction spectaculaire des opérations de manutention et des manipulations sur la ligne et une réduction du temps de recherche. L'opérateur doit seulement prendre la pièce suivante et l’assembler. En dissociant le picking et l'assemblage, la production gagne en efficacité.
Toutefois, comme nous l'avons déjà mentionné, les domaines d’utilisation potentiels sont plutôt limités. Après tout, il faut être capable de définir un ordre (sequence) fixe et de le conserver ! Un cas typique est la production en flux : chaîne de montage avec de très petites séries (one-piece flow) et de nombreuses variations. Les pièces qui seront livrées selon le principe just-in-sequence sont généralement les pièces uniques. Il faut toujours se demander si la livraison just-in-sequence d'une pièce précise réduirait considérablement le temps de recherche de cette pièce. Le principe just-in-sequence n'est pas une stratégie en soi. Il est souvent combiné avec d'autres modes d'approvisionnement tels que le kitting ou kanban (p. ex. pour les stocks d'appoint), etc.
Vendor managed inventory (VMI)
Selon le principe du vendor managed inventory (souvent aussi appelé « direct line feed »), c’est le fournisseur qui gère le stock du client. Le fournisseur s'engage donc à maintenir le stock de certaines pièces à un niveau précis (et donc à le réapprovisionner en temps opportun).
Les principaux avantages du VMI pour le client (c.-à-d. la société de production) sont la réduction des stocks propre et l'augmentation de la disponibilité des pièces/composants. En effet, comme le fournisseur est responsable du maintien des niveaux de stock, l'entreprise de production peut réduire les niveaux de ses stocks, éliminer les stocks de sécurité, réduire les coûts d'achat, etc. Dans nombre de cas, le prix d'achat est également plus bas parce que l'administration est beaucoup moins lourde.
L'un des principaux inconvénients du VMI réside dans l'externalisation partielle du processus d'achat. Avec le VMI, le fournisseur a en effet accès à toutes les informations nécessaires sur la consommation réelle des marchandises. Vous, société de production, donnez donc à votre fournisseur l'accès à certaines données propriétaires. Les supply chain managers considèrent ceci comme le principal inconvénient du VMI, tout comme le risque de devenir trop dépendant d’un fournisseur précis.
Envie d'en savoir plus ? Restez informé !
Dans les entreprises de production, les opérateurs perdent un temps précieux à chercher des pièces/produits, à attendre du matériel, à déplacer toutes sortes de choses, à circuler (inutilement) dans l'atelier, etc. L'optimisation de la logistique dans la production est donc un défi important. L'équipe d'experts de Sirris peut vous aider. Lisez donc attentivement cette série d’articles. Des questions ? Contactez-nous !
L'automatisation des opérations logistiques contribue à soutenir les opérateurs dans l’exécution de leurs tâches. Sirris a élaboré un terrain d'expérimentation spécifique autour de ce thème.



